Struktur dan Fungsi Sistem kelistrikan pada alat berat seperti starting system, lighting system, dan instrumen kelistrikan lainnya membutuhkan energi listrik untuk dapat bisa menjalankan fungsinya masing-masing. Energi listrik yang dapat disupply oleh baterai sebagai sumber listrik jumlahnya terbatas dan akan habis jika terus-menerus digunakan. Secara umum sistem pengisian berfungsi untuk menghasilkan energi listrik supaya bisa […]
Category: Electric System
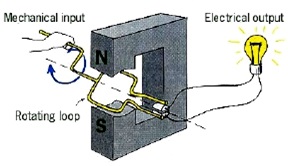
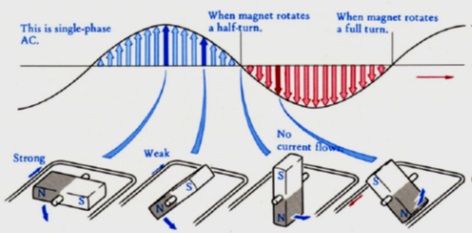
Prinsip Dasar Cara Kerja Alternator
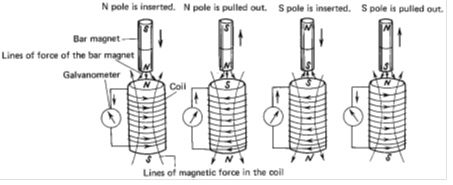
Hukum Faraday Bila sebuah konduktor digerak-gerakkan memotong garis gaya magnet, maka pada konduktor akan mengalir arus listrik. Medan magnet di dalam lilitan akan berubah yang mengakibatkan gaya gerak listrik sehingga arus akan mengalir. Hal ini disebut dengan induksi elektromagnet. Arus Induksi di Dalam Sebuah Konduktor Pada gambar di bawah ini terlihat bahwa bila sebuah konduktor […]
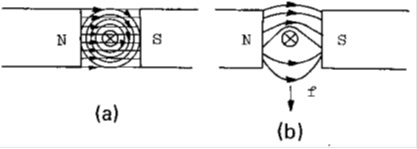
Prinsip Dasar Cara Motor Listrik Bekerja
Kaidah Tangan Kiri Fleming Bila sebuah konduktor diletakkan kutub N dan S dari magnet tapal kuda dan konduktor dialiri arus, maka konduktor akan terlempar keluar dari kutub-kutub magnet tersebut. Peristiwa ini dapat dilihat pada gambar berikut ini: Peristiwa tersebut dapat dipahami dengan kaidah tangan kiri fleming: Jari telunjuk sebagai simbol arah medan magnet Jari tengah […]

Fungsi Starting System pada Sebuah Mesin
Starting system pada sebuah engine merupakan suatu sistem yang berfungsi sebagai penggerak mula untuk menghidupkan engine. Komponen-komponen utama starting system diantaranya adalah: Battery Starting switch Battery relay switch Starting motor Safety relay. Diagram hubungan komponen-komponen tersebut di atas adalah sebagai berikut:
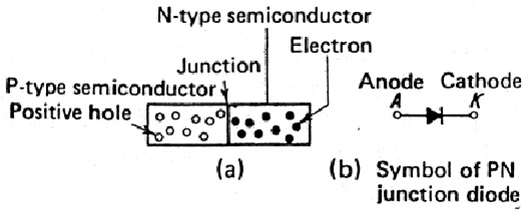
Mengenal Dioda, Komponen untuk Menyearahkan Arus Listrik
Konstruksi Dasar Dioda Dioda adalah suatu komponen elektronika dua kutub Anoda dan Katoda. Dioda terdiri dari gabungan material N dan material P. Prinsip Kerja Dioda Dioda dikatakan mendapat arus forward bias apabila Anode (A) lebih positif dari Cathode (K) dan dikatakan mendapat reverse bias apabila Cathode (K) lebih positif dari anode (A). Arus listrik hanya bisa mengalir apabila dioda […]
Perbedaan Arus Searah (DC) dan Arus Bolak-balik (AC)
Arus Searah (Direct Current) Arus searah (DC) adalah arus yang mengalir dalam arah yang tetap (konstan). Dimana masing-masing terminal selalu tetap polaritasnya. Misalkan sebagai kutub (+) selalu menghasilkan polaritas positif begitu pula sebaliknya. Beberapa contoh sumber arus searah (DC) adalah battery, accu, dynamo. Ilustrasi arus searah Generator adalah salah satu alat yang dapat membuat beda […]
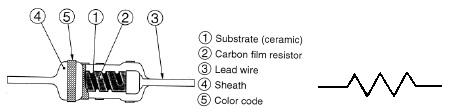
Mengenal Komponen Dasar Elektronika Resistor
Resistor merupakan salah satu parameter dasar yang paling sering dipakai dalam rangkaian-rangkaian listrik. Dalam rangkaian, diperlukan resistor dengan harga yang tepat, agar rangkaian dapat berfungsi sesuai dengan yang diharapkan. Resistor dapat digolongkan menjadi 3 (tiga) jenis: Resitor tetap Resitor variable Resitor non linier. Resistor Tetap Yang dimaksud dengan resistor tetap adalah resistor yang sengaja dibuat […]

CONTOH PROSEDUR PENYOLDERAN
Petunjuk-petunjuk yang Membantu / Helpful Hints Pematrian yang baik adalah bagian dari keterampilan teknisi. Sambungan pateri harus kuat secara mekanis agar tidak bergoyang atau bergetar yang dapat menyebabkan intermittence pada listrik. Secara listrik, kontak pateri harus memiliki resistansi rendah untuk memberikan transfer sinyal yang baik. Beberapa aturan pematrian dasar adalah sebagai berikut: Soldering tip harus […]
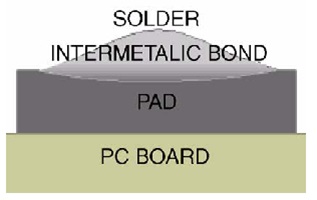
MEMATERI / SOLDERING
Memateri adalah proses menyambung dua logam dengan menggunakan campuran pateri. Meskipun sambungan listrik dapat dilakukan di antara dua kabel yang dijepit, mungkin hal ini tidak sempurna atau cacat. Pematrian menciptakan sambungan listrik yang kuat dan dapat diandalkan. Proses pematrian bergantung pada pateri yang meleleh yang mengalir ke dalam semua cacat yang terdapat pada permukaan logam […]
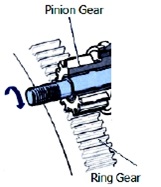
Safety Relay
Fungsi safety relay adalah sebagai penghubung antara starting switch dengan starting motor. Safety relay juga berfungsi untuk: Mencegah mengalirnya arus ke starting motor jika starting switch diputar ke posisi start sementara engine sudah Secara otomatis memutus arus ke starting motor, sehingga pinion gear starting motor lepas dari ring gear (setelah engine hidup) walaupun starting switch […]